
Commitment to QualityProviding quality medication for all.
Accreditations and certifications

Quality, DocumentedCertificates of Conformance
 Injection")
 Injection")
 Injection")
QUALITY CULTURE

End-to-end Quality ProcessQuality at Every Step
We don’t buy ingredients from just anyone. Every raw material we use comes from a qualified, approved supplier - one our Quality team has evaluated before a single ingredient ever enters our facility. Formal specifications are set for every material, and nothing gets purchased outside that approved framework.
We maintain an Approved Supplier List with ongoing oversight, and anything that doesn’t meet our specifications gets rejected and segregated before it can go further.

When materials arrive, they go straight into quarantine. Our Quality Control team tests each incoming material against its specifications. Anything intended for sterile products undergoes bacterial endotoxin and microbial limits testing. Nothing moves to production until testing is complete and Quality gives the green light.
Once cleared, materials are stored in temperature-controlled environments that are continuously monitored and temperature-mapped to protect their stability.

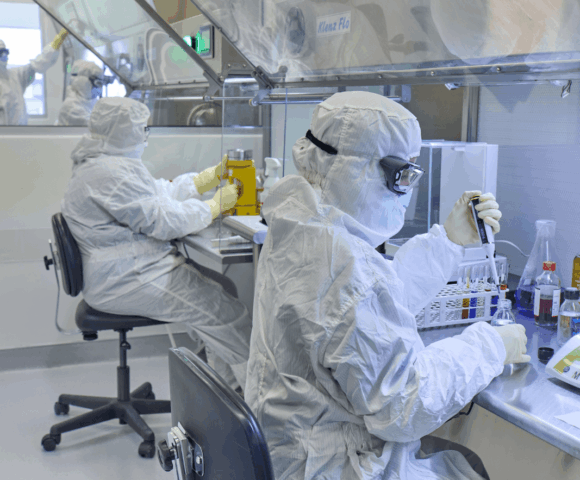
Production starts with batch records issued by our Quality Unit — not by whoever happens to be on the floor that day. Quality staff are present throughout, verifying every raw material for accuracy and purity before it enters the process. Multiple in-process checks confirm product quality at each stage, and our production processes are formally validated to demonstrate they consistently deliver.

Our cleanroom environments don’t just get cleaned — they get continuously monitored. We track particle counts, viable air sampling, surface monitoring, and personnel monitoring throughout production. Material, product, process, and personnel flows are designed to minimize contamination risk. When monitoring data shows an excursion from established limits, we investigate and act.
Once a batch is complete, it is tested against product specifications before anyone signs off on it. For sterile products, that means:
- Appearance: Visual evaluation against established specifications.
- Assay (Potency): Quantitative analysis confirming the active ingredient meets its labeled strength.
- pH: Verification that the formulation falls within its validated range.
- Subvisible Particulates: Testing to confirm particulate matter meets USP and cGMP acceptance criteria.
- Endotoxins: Bacterial endotoxin testing to ensure patient safety for injectable products.
- Sterility: Microbiological testing to confirm the absence of viable microorganisms.
Every batch also goes through 100% visual inspection by qualified personnel, followed by Acceptance Quality Limit (AQL) sampling. A batch is released only after all testing passes and the Quality Unit completes its review.
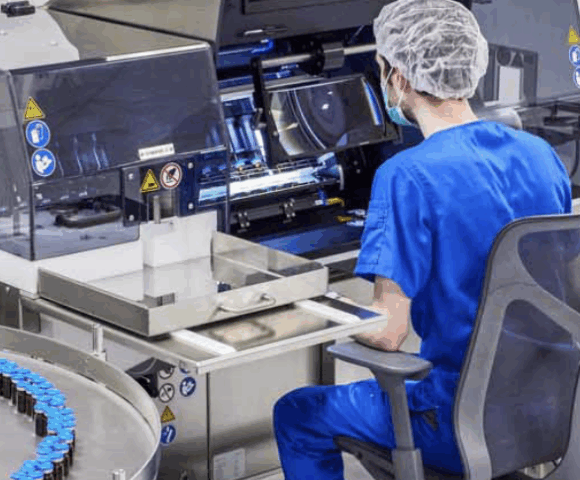
Before any batch is released, it goes through a comprehensive documentation and review process. Batch records are issued by the Quality Unit before production begins and reviewed by both manufacturing leadership and Quality when it’s done. Critical process parameters, in-process results, equipment calibration, raw material quality, and environmental monitoring data are all verified. Any nonconformance must be fully investigated and resolved — no shortcuts.
Every batch gets a Certificate of Conformance, generated by Quality Control and approved by Quality Assurance. It’s full traceability and accountability, documented, for every product that leaves our facility.


Scale & InfrastructureBuilt for Pharmaceutical-Grade Quality












