
Our 503B Facility
Leading the outsourcing facility industry

Expanding Access
Founded
Square Feet
Sterile Products
Empower Pharma503B outsourcing facility
Not all compounding pharmacies operate under the same level of regulatory oversight. A 503A compounding pharmacy is regulated primarily by state boards of pharmacy. A 503B outsourcing facility is registered with the FDA, operates under cGMP, and is subject to federal inspection. Empower operates both. Our 503A pharmacy provides patient-specific compounding services in accordance with PCAB accreditation standards. Our 503B outsourcing facility serves practices and institutions, and other pharmacies with office-use medications produced under the same manufacturing standards required of pharmaceutical companies. When evaluating a compounding partner, ask whether they hold FDA registration for their manufacturing operations. It matters.






ADVANCED METHODOLGYQuality assurance and advanced protocols

Innovation
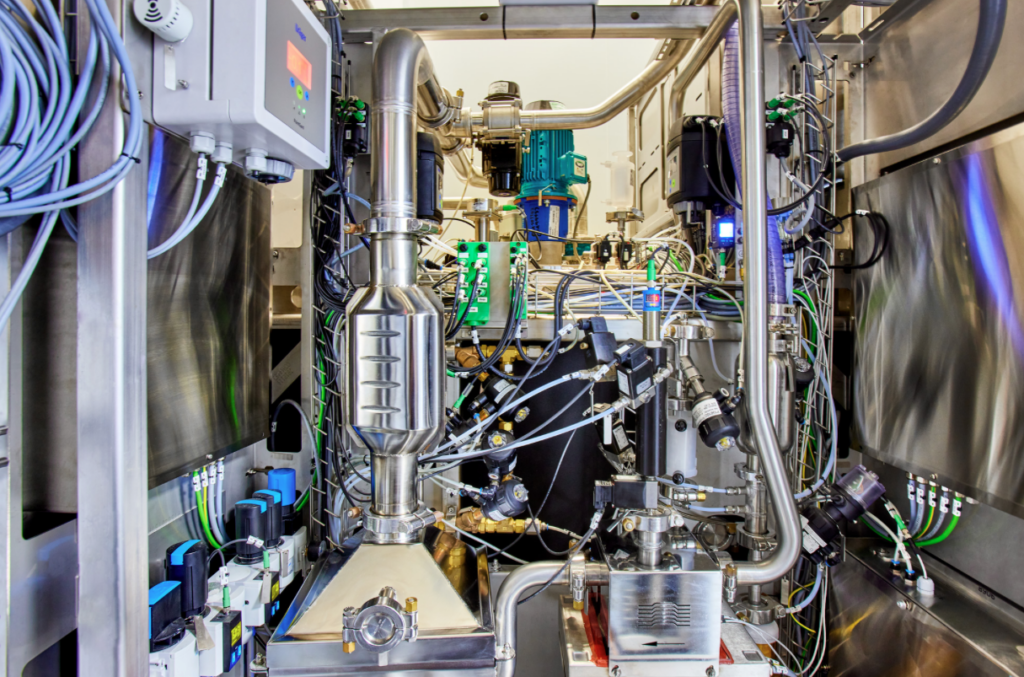
As an engineer-led company, our primary focus is on developing systems and pioneering technology to streamline manufacturing and quality processes. Specialized equipment plays a crucial role in ensuring quality assurance and maintaining consistency in production at Empower.

High Volume Production
We have strategically invested in our capacity to produce large batches using highly efficient equipment. Precision in any method necessitates the use of the most advanced technology, and we are committed to this standard to further broaden access to custom formulations for a growing patient populations.

Sterility
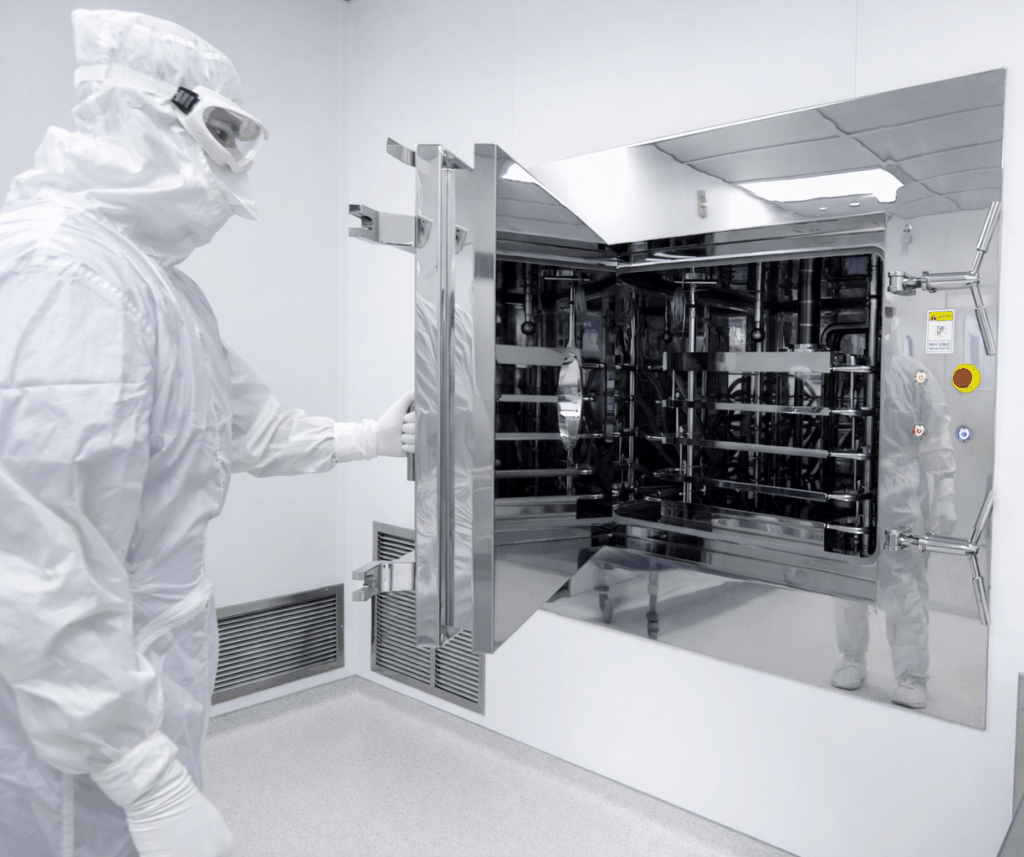
Our commitment to precision involves employing the latest validated sterilization methods. We have strategically invested in highly efficient and advanced manufacturing equipment, including isolated sterile manufacturing lines equiped with vapor hydrogen peroxide systems, depyrogenation tunnels, ovens and autoclaves. This dedication to pharma scale technology underpins our mission to increase access to custom formulations for an ever-widening patient base.

Equipment
Every piece of production equipment in our facility undergoes formal qualification before use. This includes Installation Qualification (IQ) to verify correct setup, Operational Qualification (OQ) to confirm the equipment operates within specified parameters, and Performance Qualification (PQ) to demonstrate consistent performance under actual production conditions. This is the same equipment validation framework used by pharmaceutical manufacturers. It ensures that every machine involved in producing your patients' medications has been independently verified to perform as intended.

Quality Assurance
Every sterile batch produced in our 503B outsourcing facility undergoes comprehensive finished product testing before release:
Appearance: Visual evaluation against established specifications.
Assay (Potency): Quantitative analysis confirming the active ingredient meets its labeled strength.
pH: Verification that the formulation falls within its validated range.
Subvisible Particulates: Testing to confirm particulate matter meets USP and cGMP acceptance criteria.
Endotoxins: Bacterial endotoxin testing to ensure patient safety for injectable products.
Sterility: Microbiological testing to confirm the absence of viable microorganisms.
In addition, every batch undergoes 100% visual inspection by qualified personnel, followed by Acceptance Quality Limit (AQL) sampling. A batch is released only after all testing is passed and the Quality Unit completes its review.

Supplier Qualification
Every ingredient that enters our facility comes from a supplier that has been evaluated and approved by our Quality team through a formal supplier qualification process. We maintain an Approved Supplier List with ongoing oversight. Formal specification documents are created for all approved raw materials. Only approved materials from approved suppliers are used in production.

Environmental Monitoring
Our cleanroom environments undergo continuous monitoring to ensure they remain in a verified state of control. This includes particle counts, viable air sampling, surface monitoring, and personnel monitoring. Material, product, process, and personnel flows are designed to support consistent product quality. Trend data is reviewed against established action limits, and any excursion triggers investigation and corrective action.
Supporting your business operations through quality systems, scalability, and accessibility. Our 210,000 square feet of outsourcing facilities supply quality medication nationwide for pharmacies, hospitals, clinics and other healthcare businesses.
High Volume Production503B outsourcing facilities, where quality matters
503B outsourcing facilities produce custom medications in large batches for hospitals, medical offices, pharmacies, and other healthcare institutions. These medications, often referred to as "office-use medications," are administered by healthcare providers in hospitals or clinics. Additionally, these medications can be sold to pharmacies for patient dispensing.
Pharmaceutical compounding in outsourcing facilities utilizes advanced technology and quality systems to formulate, manufacture, and distribute custom medication efficiently.


